





Шестеренчатый понижающий редуктор: тренды и обслуживание?
2026-03-29
Когда слышишь ?шестеренчатый редуктор?, многие сразу представляют какую-то громоздкую железку в фундаменте станка, которая работает годами без внимания. Вот это и есть первый и главный промах. На деле, от подхода к его выбору и, что критично, к обслуживанию, зависит не просто работа, а экономика всего узла. Сейчас тенденции уходят от простого ?передать момент? к комплексным решениям, где важны КПД, компактность, интегрированность с системой управления и, что часто упускают, — предсказуемость ресурса. А обслуживание… это вообще отдельная песня, где теория из учебников часто расходится с практикой в цеху, залитом маслом и стружкой.
Тренды: не только ?мощнее и меньше?
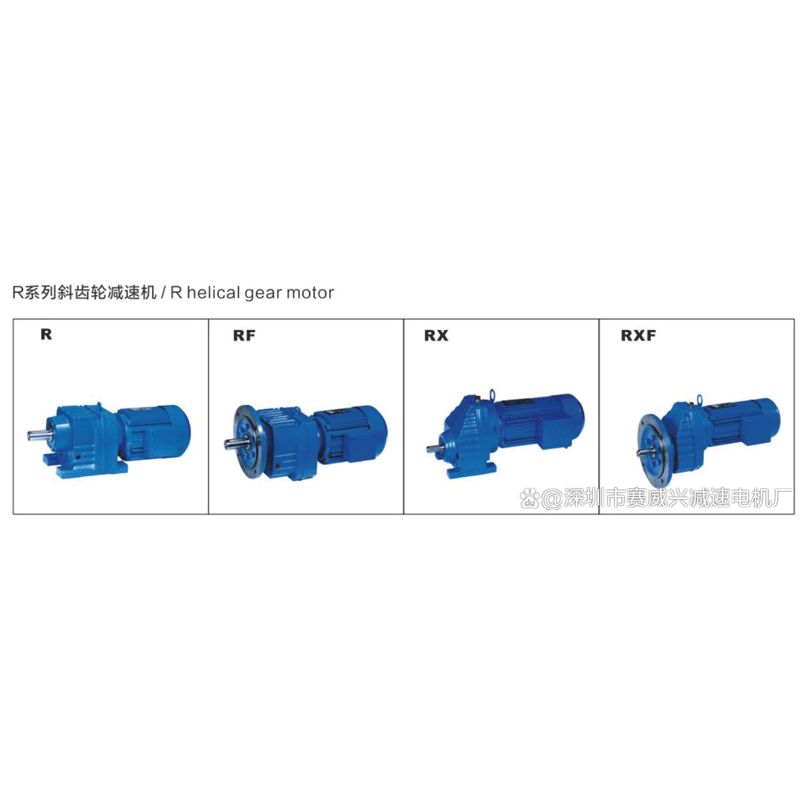
Если говорить о современных трендах, то упор на компактность и высокий КПД — это уже общее место. Все хотят получить больше мощности с того же монтажного пятна. Но интереснее другое — растущий спрос на кастомизацию. Не просто купить редуктор из каталога, а получить агрегат, встроенный в конкретную систему, будь то конвейерная линия или привод мешалки в химическом реакторе. Тут важна не только механика, но и интерфейсы для датчиков, возможность вписаться в общую систему мониторинга состояния.
Второй момент — материалы и покрытия. Все чаще вижу применение высокопрочных сталей с цементацией и шлифовкой зубьев, особенно в редукторах для тяжелых условий, например, в горнодобывающей или бумажной промышленности. Это не для галочки. На одном из объектов была проблема с быстрым износом шестерен в редукторе привода барабана сушилки. Стандартное решение не выдерживало циклических ударных нагрузок и агрессивной среды. Пришлось искать производителя, который мог бы предложить вариант с усиленной термообработкой и специальным антифрикционным покрытием. Как вариант, можно посмотреть на продукцию ООО Машиностроительное производство Шаньдун Юаньшэн. По их данным, они как раз используют крупные обрабатывающие центры для точного изготовления корпусов и деталей, что критично для сохранения соосности и снижения вибраций — основных врагов долгого ресурса.
И третий тренд, который пока не везде прижился, но его важность растет, — это ?интеллектуализация?. Речь не об ИИ, конечно, а о базовой диагностике. Встроенные датчики температуры, вибрации, даже частичного анализа масла. Это переводит обслуживание из разряда ?планово-предупредительного? (которое часто выполняется просто по календарю) в состояние ?по фактическому состоянию?. Экономия на незапланированных простоях может быть колоссальной.
Обслуживание: где кроются реальные проблемы
Теперь про обслуживание. Мануалы пишут: ?меняйте масло каждые 4000 часов?. А в реальности? В цеху, где редуктор стоит над печью, масло стареет в разы быстрее из-за перегрева. Или на ленточном конвейере в порту, где внутрь постоянно набивается абразивная пыль. Слепое следование регламенту здесь губительно. Главное правило, выстраданное на практике: обслуживание должно быть адаптивным и основанным на осмотре и анализу.
Возьмем, к примеру, контроль масла. Его замена — это не просто слил-залил. Нужно смотреть на состояние. Мутное масло — вероятно, попадание воды. Металлическая блестка на магнитной пробке — тревожный звоночек, начало выкрашивания шестерен. Однажды столкнулся с ситуацией, когда редуктор на прессе начал шуметь. По графику замена масла была еще не скоро. При вскрытии обнаружили, что масло превратилось в эмульсию из-за негерметичного охладителя. Если бы ждали планового ТО, дело могло кончиться заклиниванием.
Еще один больной вопрос — момент затяжки креплений и фланцев. Казалось бы, мелочь. Но ослабленное крепление двигателя или самого редуктора на плите ведет к перекосу, повышенным вибрациям и ускоренному износу подшипников и зубьев. Особенно это актуально для редукторов, работающих с переменной или ударной нагрузкой. Тут как раз и важна та самая точность изготовления корпуса, о которой заявляют производители вроде Шаньдун Юаньшэн. Если посадочные плоскости корпуса идеально обработаны, риск перекоса при монтаже значительно снижается.
Кейс: неудача, которая научила больше, чем успех
Хочется привести пример из практики, где не было катастрофы, но были потери времени и денег. На одном из пищевых производств стояла задача модернизировать привод варочного котла. Выбрали, как казалось, подходящий по паспорту шестеренчатый понижающий редуктор от проверенного поставщика. Но не учли один нюанс — режим работы. Агрегат работал в режиме частых пусков/остановок и реверсов. Стандартный редуктор, рассчитанный на долговременную работу в одном направлении, начал ?сыпаться? через полгода — появился люфт на валах, повышенный шум.
Причина — усталостные нагрузки на зубья и подшипники в таком режиме оказались выше расчетных. Пришлось срочно искать замену. В итоге нашли решение у того же ООО Машиностроительное производство Шаньдун Юаньшэн, которые, судя по описанию на их сайте yuansheng.ru, специализируются на проектировании и производстве редукторов, а не просто на их продаже. Предложили вариант с усиленными подшипниками качения и модифицированным профилем зубьев для ударных нагрузок. После замены проблема ушла. Вывод: паспортные данные — это только половина дела. Нужно глубоко понимать реальный цикл работы механизма.
Этот случай также показал важность диалога с производителем. Если поставщик может не просто продать коробку, а вникнуть в задачу, предложить инженерные решения — это дорогого стоит. Особенно для специфичных отраслей вроде пивоварения или химии, где условия часто нетиповые.
Профилактика vs. Ремонт: экономический расчет
Многие предприятия, особенно в условиях экономии, воспринимают затраты на качественное профилактическое обслуживание как излишние. Мол, работает — и ладно. Это стратегия в стиле ?русской рулетки?. Стоимость простоя производственной линии из-за выхода из строя редуктора в десятки, а то и в сотни раз превышает стоимость регулярной диагностики и своевременной замены масла и уплотнений.
Что входит в грамотную профилактику? Во-первых, регулярный визуальный и аудиальный контроль (на слух). Необычный стук, вой, свист — все это симптомы. Во-вторых, термография. Простой тепловизор может показать перегрев какого-то конкретного подшипника или корпуса, что часто предшествует поломке. В-третьих, вибродиагностика. Это уже более продвинутый уровень, но он окупается на критичном оборудовании.
И здесь снова возвращаемся к качеству самого агрегата. Если редуктор изначально собран с высокой точностью, как заявляют на yuansheng.ru, говоря о применении больших обрабатывающих центров, то его вибрационный фон изначально низкий. И любое его увеличение на диагностике будет четким сигналом о развивающейся неисправности, а не ?фоновым шумом? от плохой сборки.
Выбор поставщика: что смотреть кроме цены
В заключение этого потока мыслей — о выборе. Рынок завален предложениями. Дешевые редукторы с сомнительным происхождением могут выглядеть привлекательно, но их ресурс и, что важно, предсказуемость поведения — лотерея. При выборе стоит обращать внимание не только на цену и передаточное число.
Критично наличие полноценной технической поддержки и сервиса. Может ли производитель предоставить расчеты под вашу задачу? Есть ли у него опыт в вашей отрасли (логистика, горнодобыча, химия)? Как обстоят дела с поставкой запасных частей? Тот же Шаньдун Юаньшэн в своем описании указывает на экспорт в Юго-Восточную Азию, Африку и Восточную Европу. Это, как правило, говорит о налаженной логистике и адаптации продукции под разные стандарты, что тоже важно.
И последнее. Самый ценный ресурс — это время. Редуктор должен не просто работать. Он должен работать предсказуемо долго, а его обслуживание и возможный ремонт должны быть четко спланированы и обеспечены. Поэтому современный тренд — это переход от разовой покупки ?железа? к долгосрочным отношениям с поставщиком, который понимает не только в механике, но и в эксплуатации. И в этом контексте вопросы обслуживания выходят на первый план еще на этапе обсуждения технического задания.