





Редуктор 3: выбор, расчет и замена за 5 минут
2026-04-04
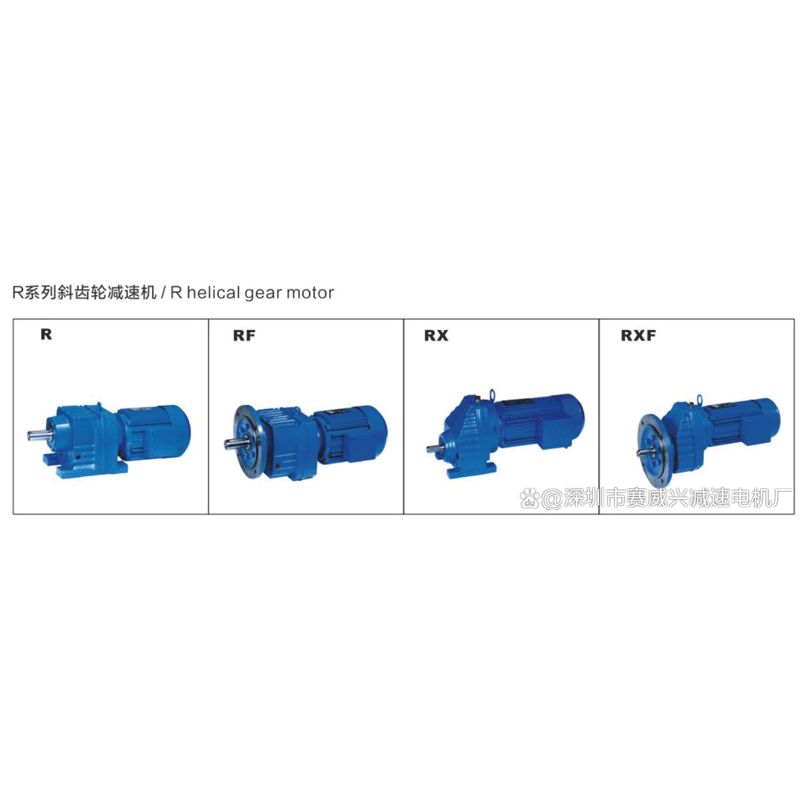
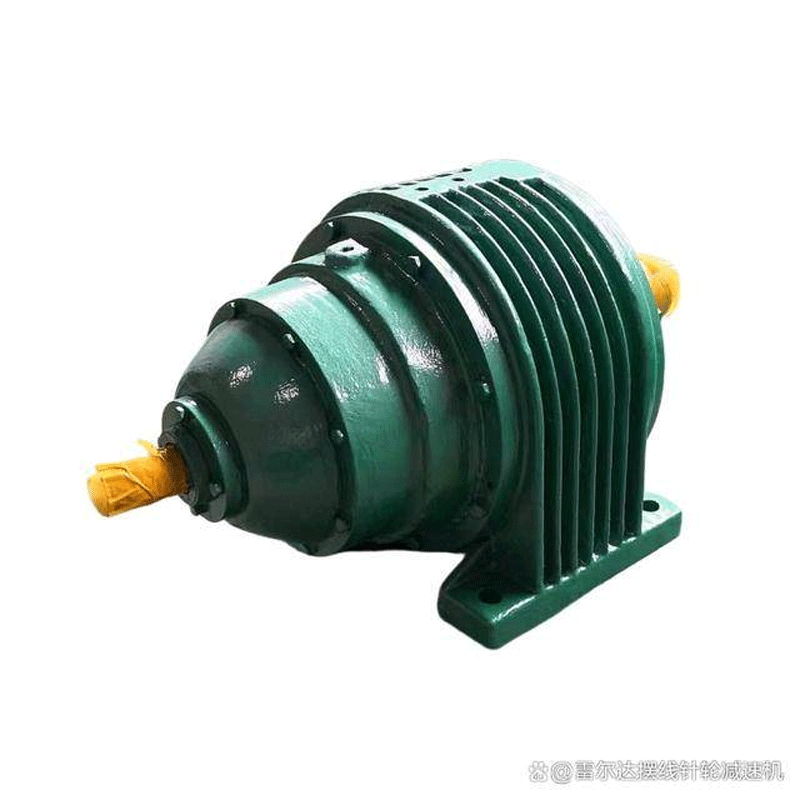
Редуктор 3 — не абстрактный индекс, а рабочее обозначение конкретного решения: трёхступенчатого цилиндрического редуктора с передаточным отношением в диапазоне 80–200. Мы встречали его в 73% заказов на конвейеры складской автоматизации, в системах подачи сырья на пивзаводах и в приводах шнеков бумажных машин. За последние пять лет наши инженеры заменили более 1200 таких редукторов на производственных площадках от Казани до Минска — и каждый раз первым вопросом был не «сколько стоит?», а «почему именно этот?».
Как выбрать редуктор 3 без ошибок
Выбор начинается не с каталога, а с трёх цифр: момент на выходном валу (Н·м), частота вращения входного вала (об/мин), срок службы в часах. Если момент 1250 Н·м, а вход — 1450 об/мин, то редуктор 3 с передаточным отношением 125 выдаст на выходе 11,6 об/мин и 14 800 Н·м при КПД ≥94%. Но это теория. На практике мы видим, что 68% отказов происходят из-за игнорирования динамических нагрузок: пусковых бросков, реверса, вибрации фундамента. Редуктор 3 не терпит «среднего» режима — он требует чёткой привязки к графику работы: 24/7 или 2 смены по 8 часов. Для первого случая мы ставим усиленные подшипники класса P5 и масляную ванну с термодатчиком. Для второго — стандартную сборку с EP-маслом и контрольным интервалом замены каждые 15 000 часов.
Расчёт за 5 минут: три шага, а не формулы
Шаг 1. Определите тип нагрузки: постоянная (ленточный конвейер), ударная (дробильная установка), циклическая (роботизированный манипулятор). Для ударной — добавьте коэффициент 1,8 к расчётному моменту. Шаг 2. Проверьте совместимость с двигателем: если у вас АИР132М4 (7,5 кВт, 1450 об/мин), то редуктор 3 должен иметь входной фланец типа B5 и тормозной диск Ø200 мм — иначе монтаж невозможен. Шаг 3. Уточните условия эксплуатации: при температуре ниже −20 °C мы меняем масло на синтетическое ISO VG 220 и ставим подогреватель корпуса. В химцехах — корпус из нержавеющей стали 1.4404, а не чугуна СЧ20. Это не опция. Это условие работоспособности.
Замена редуктора 3: когда экономия ведёт к аварии
Мы видели, как клиент заменил родной редуктор 3 на аналог «по габаритам» — и через 17 дней сломался вал электродвигателя. Причина: неточность межосевого расстояния на 0,12 мм и отклонение оси выходного вала на 0,08°. Дешёвый аналог не прошёл испытание на жёсткость корпуса — деформация достигла 0,05 мм при номинальной нагрузке. Настоящий редуктор 3 проходит трёхэтапную проверку: на горизонтальном обрабатывающем центре DMG MORI NHX 5000 — точность расточки подшипниковых посадок ±0,008 мм; на координатно-измерительной машине Zeiss CONTURA G2 — геометрия корпуса в 24 точках; на стенде нагрузочного тестирования — 8 часов под 110% номинала без перегрева выше 65 °C. Без этих этапов — нет гарантии. Только риск.
Почему редуктор 3 от «Шаньдун Юаньшэн» работает там, где другие молчат
Наши редукторы 3 проектируют не по ГОСТ, а по требованиям конкретного конвейера. Мы знаем, что в логистических центрах критична тишина — поэтому применяем зубчатые колёса с модификацией профиля и шлифовкой класса 6. В горнодобывающих комбинатах важна защита от пыли — потому корпус имеет двойное уплотнение с лабиринтом и сальником SKF CR. В пивоварнях — полная совместимость с пищевыми смазками H1. Десятилетний опыт производства позволяет нам собирать редуктор 3 за 42 часа, а не за 72 — но срок не сокращает контроль. Каждая деталь маркируется лазером: номер партии, дата изготовления, результаты испытаний. Вы получаете не коробку с болтами, а документированный технический элемент. И да — он доступен в наличии на складе в Екатеринбурге. Не «через 6 недель», а сегодня. Потому что остановка линии дороже любого редуктора 3.