





Понижающий редуктор с АКПП: тренды и обслуживание?
2026-03-23
Если честно, когда слышишь ?редуктор с АКПП?, первое, что приходит в голову — это что-то из мира легковых машин. Но в промышленности всё иначе. Здесь речь о приводных системах, где понижающий редуктор работает в паре с автоматической коробкой передач или частотным преобразователем для плавного изменения скорости. Многие ошибочно полагают, что это просто ?мотор-редуктор с кнопками?. На деле — это комплексная система, где надёжность редуктора определяет, выдержит ли он переменные нагрузки от того же АКПП-подобного управления. Сам видел, как на одном из комбинатов поставили мощный редуктор, но с обычной жёсткой муфтой, а управление — через инвертор. Через полгода — трещины в корпусе, вибрация. Почему? Потому что не учли динамические нагрузки при частых пусках-остановах, которые как раз характерны для автоматических циклов. Вот с этого, пожалуй, и начнём.
Тренды: не просто ?автоматизация?, а интеграция систем
Сейчас тренд — не в том, чтобы просто прикрутить частотник к старому редуктору. Речь идёт о проектировании всей кинематической цепи ?с нуля? под задачи автоматического управления. Например, всё чаще требуют встроенные датчики температуры и вибрации прямо в картер редуктора скорости. Это позволяет системе АКПП (или ПЛК) в реальном времени корректировать момент, предотвращая перегруз. Но здесь есть нюанс: такие датчики — это дополнительные точки потенциальной протечки масла. Приходится очень внимательно подходить к уплотнениям.
Ещё один момент — материалы. Для ударных нагрузок в автоматических циклах (скажем, в роботизированных складах) всё чаще смотрю в сторону корпусов из высокопрочного чугуна, а не просто СЧ-20. Шестерни — цементация с глубокой закалкой. Казалось бы, прописные истины. Но многие производители, особенно те, кто гонится за удешевлением, экономят как раз на термообработке. В результате под переменным моментом от автоматического привода зубья выкрашиваются гораздо раньше срока.
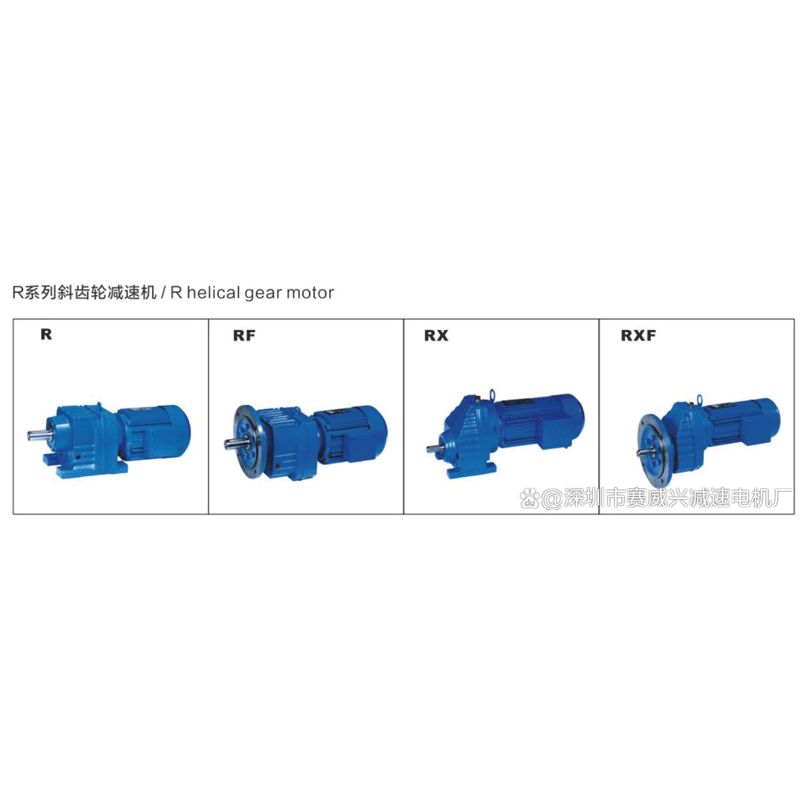
Можно вспомнить и про модульность. Сейчас удобно, когда у одного типоразмера редуктора есть варианты фланцев, лап, варианты присоединения валов — под разные моторы и исполнительные механизмы. Это упрощает интеграцию в автоматизированные линии. Кстати, у китайских производителей, которые серьёзно вышли на наш рынок, с этим часто порядок. Вот, например, ООО Машиностроительное производство Шаньдун Юаньшэн (сайт их — yuansheng.ru) как раз позиционирует себя как профи в редукторах и передаточном оборудовании. Судя по описанию, они используют крупные обрабатывающие центры для точной обработки корпусов. Это важный момент для сборки — если посадочные места под подшипники будут с перекосом, никакая автоматика не спасёт от преждевременного износа.
Обслуживание: миф о ?необслуживаемости?
Вот это, пожалуй, самая большая иллюзия. Заказчики думают: раз система автоматическая и ?умная?, то и редуктор можно поставить и забыть. Это фатальная ошибка. Любой понижающий редуктор в таком тандеме требует даже более пристального внимания, чем в простом приводе. Почему? Потому что алгоритмы АКПП могут создавать неочевидные режимы работы — длительная работа на предельно низких оборотах с высоким моментом, например. Это влияет на условия смазки.
Масло — отдельная тема. Нельзя лить первое попавшееся И-40. Нужно смотреть спецификации производителя, часто сейчас требуются синтетические или полусинтетические масла с высоким индексом вязкости. И интервалы замены — их нельзя blindly следовать регламенту из паспорта. Нужно делать регулярный анализ масла на наличие продуктов износа и влаги. Сам сталкивался с ситуацией на пивоваренном заводе: редуктор на транспортере солода работал в условиях повышенной влажности. Система управления была автоматической. В паспорте — замена масла раз в 8000 часов. А уже через 3000 в масле была эмульсия. Хорошо, вовремя взяли пробу.
Ещё по обслуживанию: критически важно контролировать затяжку всех крепёжных элементов — и редуктора к раме, и мотора к редуктору. Автоматические циклы с частыми разгонами/торможениями создают переменные крутящие моменты, которые буквально раскручивают болты. Рекомендую использовать контргайки или шплинты. Казалось бы, мелочь, но она спасает от серьёзных аварий.
Практические грабли: случаи из опыта
Расскажу про один неудачный опыт, который многому научил. Ставили мы редуктор на автоматическую линию розлива. Всё просчитали, момент, скорость, коэффициент службы. Но не учли один фактор — линия часто останавливалась на техобслуживание головок, а потом резко запускалась на полную скорость. Редуктор был червячный, с воздушным охлаждением. В итоге — тепловой удар. Из-за частых термоциклов появились микротрещины в корпусе, началась течь. Пришлось менять на цилиндрический с принудительным охлаждением. Вывод: для систем с АКПП нужно анализировать не только номинальный режим, но и все возможные переходные процессы, включая простои.
Другой случай связан с подбором муфты. Ставили эластичную муфту, чтобы компенсировать возможные misalignment. Но в автоматическом режиме, когда есть точное позиционирование, эта самая эластичность привела к небольшому люфту, который накапливался как ошибка позиции. Система управления постоянно пыталась это компенсировать, двигатель работал в режиме коротких рывков. Всё закончилось перегревом обмоток двигателя. Пришлось переходить на более жёсткую, но специальную балансированную кулачковую муфту.
И ещё про монтаж. Часто монтажники, получив редуктор и мотор, собирают всё ?по месту?. Без центровки. Аргумент: ?там же муфта компенсирующая?. Для автоматических систем с высокими требованиями к повторяемости это недопустимо. Нецентровка всего в полмиллиметра может привести к биениям, которые датчики вибрации, конечно, засекут, но система уже будет работать в режиме постоянной компенсации, снижая общий ресурс. Центровка обязательна, с применением индикаторных часов.
Выбор поставщика: на что смотреть кроме цены
Когда выбираешь редуктор скорости для ответственного автоматизированного участка, смотреть только на цену и передаточное число — путь в никуда. Нужно запрашивать расчётные данные по пиковому моменту, рекомендуемый тип системы смазки, варианты исполнения вала. Хорошо, если производитель предоставляет сервисную поддержку и может дать рекомендации именно под вашу систему управления.
Вот, возвращаясь к примеру ООО Машиностроительное производство Шаньдун Юаньшэн. Из их описания видно, что они работают с разными отраслями — от химии до горнодобычи и логистики. Это важный показатель. Значит, у них, скорее всего, есть опыт адаптации продукции под разные, в том числе и автоматизированные, условия. Их экспорт в Восточную Европу тоже о чём-то говорит — продукция должна соответствовать определённым стандартам. При выборе я бы обязательно поинтересовался у них, есть ли готовые решения или типовые расчёты для работы в паре с частотными преобразователями, какие материалы используются для шестерён в ударных режимах.
Важный пункт — наличие испытаний. Серьёзный производитель проводит тесты редукторов под нагрузкой, а не только собирает из купленных комплектующих. Стоит запросить протоколы испытаний или хотя бы их описание. Это даёт хоть какую-то уверенность, что заявленный ресурс — не просто цифра из справочника.
Вместо заключения: мысль вслух
Если обобщить, то тренд на интеграцию понижающего редуктора с системами автоматического управления — это не просто мода. Это требование к повышению общей эффективности и гибкости производства. Но эта интеграция снимает с редуктора статус ?простой железки в цепной передаче? и переводит его в статус интеллектуального компонента системы. Со всеми вытекающими: требования к точности изготовления, качеству материалов, продуманности систем смазки и охлаждения — возрастают на порядок.
Обслуживание, соответственно, тоже перестаёт быть рутинной заменой масла. Требуется понимание того, как работает вся система в сборе. Иногда проще и дешевле на этапе подбора проконсультироваться с инженерами производителя, показать им циклограмму работы вашей АКПП, чем потом несколько раз в год менять вышедшие из строя подшипники или, что хуже, корпус.
Так что, отвечая на вопрос из заголовка: тренды ведут к большей ?интеллектуализации? и адаптивности узла, а обслуживание — к более глубокому анализу и превентивным мерам. И да, выбор проверенного поставщика, который понимает эти взаимосвязи, вроде тех же специалистов из Шаньдун Юаньшэн, становится не просто пунктом в смете, а стратегическим решением для бесперебойной работы всей линии. Всё остальное — полумеры, которые рано или поздно вылезут боком в виде незапланированных простоев.