





Китай червячный редуктор: инновации и надёжность?
2026-02-22
Если честно, когда слышишь ?китайский червячный редуктор?, первая мысль у многих — ?ну, дёшево и, наверное, не очень?. Сам так думал лет десять назад. Но сейчас, после того как в руках побывало штук триста разных образцов — от крошечных для конвейерных линий до здоровенных агрегатов для мешалок в химиндустрии — картина радикально поменялась. Дело не в цене, а в том, как изменился сам подход к надёжности и где теперь искать настоящие инновации. Попробую разложить по полочкам, без глянца.
Откуда растут ноги у стереотипа
Раньше, лет так до середины 2010-х, проблема была системной. Не в металле даже, а в культуре сборки и контроле. Помню, заказали партию редукторов для упаковочных автоматов. На бумаге всё шикарно: КПД заявлен, момент указан. Пришли — на трёх из двадцати при первом же запуске люфт в червячной паре появился, да такой, что шестерёнку чуть не разорвало. Разобрали — оказалось, при термообработке червяка перегрели, структура металла пошла ?сеткой?, он просто продавливался. Поставщик, конечно, заменил, но простой линии обошёлся дороже всей экономии. Тогда и сложилось у многих мнение: китайский — значит, риск.
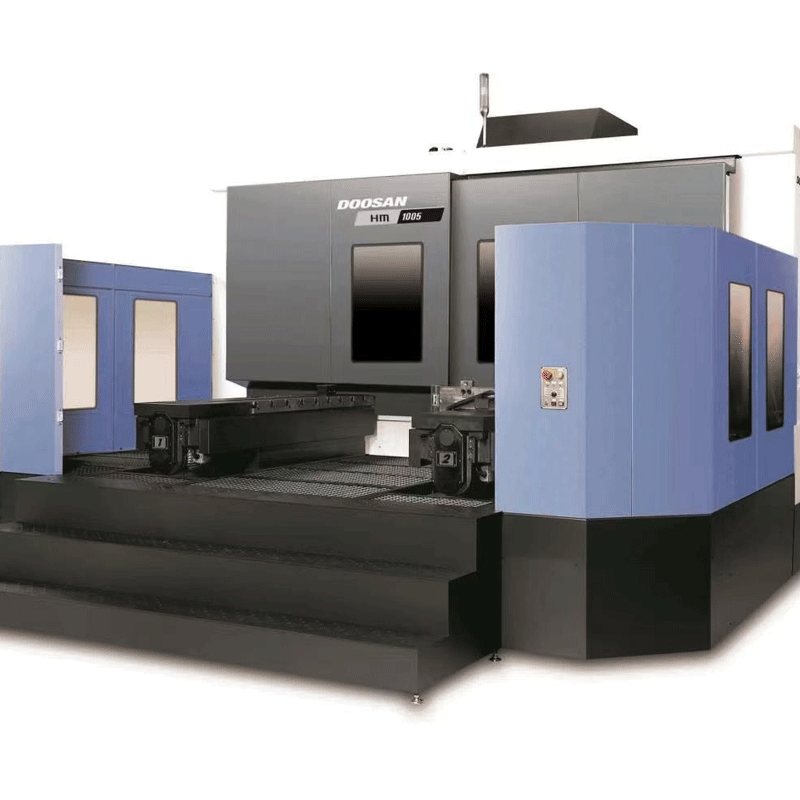
Но ключевое слово — ?тогда?. Сейчас драйвером изменений стали не столько гиганты, сколько средние предприятия, которые плотно работают на экспорт, особенно в нишевые сегменты. Им просто нельзя терять лицо. Вот, например, ООО Машиностроительное производство Шаньдун Юаньшэн — не первый эшелон размером с SEW, но их сайт yuansheng.ru я нашёл, когда искал поставщика под специфичный проект: редуктор для поворотного механизма крана, работающего в режиме частых старт-стопов. В их описании прямо сказано про применение больших обрабатывающих центров для корпусов и деталей. Это не пустые слова — когда запросил отчёт по контролю твёрдости и шероховатости рабочих поверхностей червяка, прислали с конкретными цифрами и графиками, а не общие сертификаты.
Именно такие компании, которые, как Шаньдун Юаньшэн, десятилетиями занимаются проектированием и производством редукторов, сейчас и формируют новый стандарт. Они вынуждены конкурировать не только ценой, но и соответствием жёстким требованиям европейских или, скажем, корейских заказчиков из той же электроники или логистики. Ошибка для них — потеря всего рынка, а не одного клиента. Это меняет всё.
Где прячутся реальные инновации? Не там, где их ищут
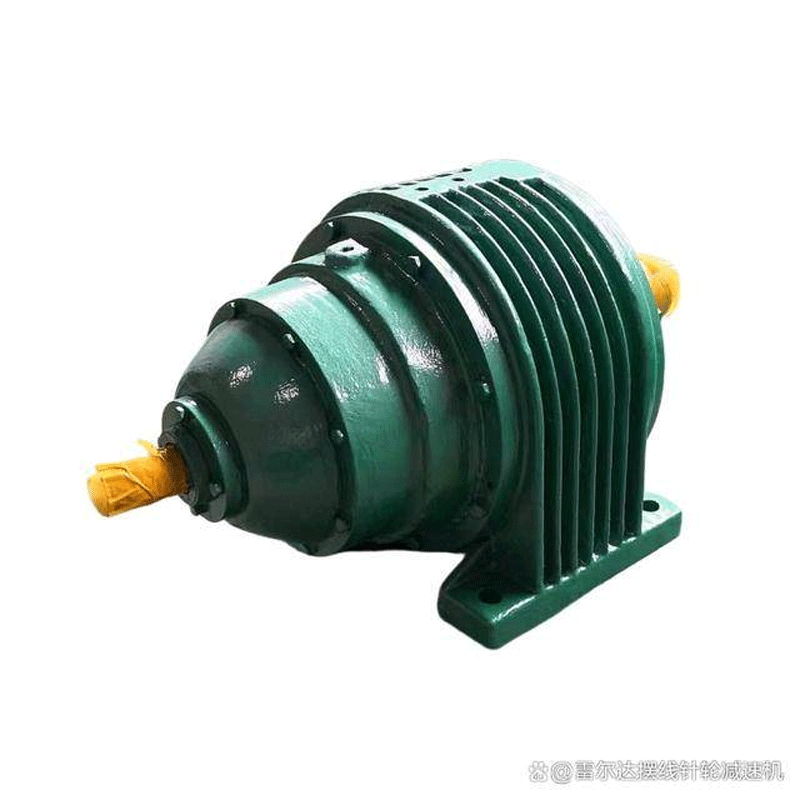
Все ждут прорывных технологий, а инновации часто в доработке старого. Взять тот же червячный редуктор. Главная беда — нагрев и КПД. Казалось бы, что тут нового? Но посмотрите на современные смазочные материалы и конструкцию теплоотвода. У того же Юаньшэна в моделях для пивоваренного оборудования (где мойка агрессивная, а циклы длинные) увидел интересное решение: корпус с рёбрами, отлитый не просто как ?коробка?, а с расчётом воздушных потоков от штатного вентилятора двигателя. Мелочь? Нет. Это позволило на 15-20% увеличить интервал между сервисом в условиях высокой влажности.
Другая точка роста — точность. Не та, что в паспорте, а реальная, после двух тысяч часов работы. Здесь как раз и выходят на сцену те самые большие обрабатывающие центры, о которых пишут на yuansheng.ru. Суть не в размере станка, а в том, что корпус и крышка обрабатываются за одну установку. Это сводит к минимуму ошибку соосности. В итоге червячная пара изнашивается равномерно, а не ?клинением? в одном месте. Для горнодобывающего оборудования, где редуктор работает под ударной нагрузкой, это критически важно. Сам видел, как на замену немецкому пришёл китайский аналог — и по ресурсу в тяжёлом режиме они вышли практически на паритет, при разнице в цене в 1.8 раза. Конечно, не все серии и не все производители, но тренд налицо.
И, пожалуй, самое незаметное со стороны — это работа с материалами. Не просто ?сталь 45?, а конкретные марки для червяка и колеса, их термообработка (цементация, закалка ТВЧ), и потом — притирка. Да, многие делают. Но разница в том, что теперь это не кустарный процесс. На том же сайте компании указано, что продукция экспортируется в ЮВА, Африку, Восточную Европу. А там климат разный, нагрузки разные. Нельзя один и тот же редуктор отправить в Малайзию и в Сибирь. Приходится адаптировать смазку, уплотнения. Это и есть инновация на уровне инжиниринга, а не лаборатории.
Кейс из практики: когда ?надёжность? прошла проверку срывом сроков
Расскажу историю, которая для меня стала переломной в оценке. Нужно было срочно, за три недели, получить два редуктора для ремонта советского каландра на бумажном комбинате. Оригинальных уже не найти, европейские — полгода ждать. Рискнули обратиться к китайскому производителю, порекомендовали именно Шаньдун Юаньшэн. Запрос отправили, техзадание — сложное, с нестандартными посадочными местами.
Первая мысль: не успеют. Но инженер с их стороны (говорил через переводчика, но видно было, что человек в теме) за сутки прислал 3D-модель с поправками: ?Вот здесь, по нашему опыту, будет концентратор напряжения, давайте сместим крепёж на 5 мм, и вот этот паз под шпонку лучше сделать с закруглением?. Это был первый звоночек, что имеют дело не с продажником, а с конструктором. Сделали и отгрузили за 15 дней. Но вот беда — на таможне задержали.
Ситуация аховая, линия стоит. Пришлось, скрепя сердце, поставить другие, старые, редукторы — лишь бы запустить. Те, китайские, пришли через месяц. Пролежали на складе полгода. Потом всё же поставили — когда основные снова вышли из строя. И вот что показательно: эти ?запасные? отработали уже два года без нареканий, в режиме 24/7. При вскрытии на плановом ТО — износ минимальный, смазка чистая, никаких течей. То есть, они не только сделали быстро и по чертежу, но и запас прочности заложили такой, что даже простой в полгода на смазке не убил их. После этого случая стереотип про ?ненадёжность? окончательно рухнул.
О чём молчат в каталогах: слабые места и на что смотреть
Конечно, не всё идеально. Есть нюансы, которые знаешь только на практике. Первое — уплотнения. Часто экономят на них. Ставят обычные сальники вместо лабиринтных или с двойной губкой для сложных условий. Второе — смазка. Могут залить дешёвую универсальную, а для конкретного режима работы (например, частые пуски или высокий крутящий момент) нужна специальная. Всегда теперь требуем отгрузку ?сухими? или отдельно оговариваем марку смазки.
Ещё один момент — крепёж. Казалось бы, мелочь. Но несколько раз сталкивался, что болты на фланцах — низкого класса прочности. В вибрационной нагрузке они могут ?поплыть?. Решение простое — либо сразу заказывать с указанием класса 8.8 или выше, либо менять на месте. Компании, которые дорожат репутацией, как та, о которой мы говорим, идут навстречу и ставят нужный крепёж без проблем, если об этом попросить на этапе заказа.
И главное — коммуникация. Самый большой риск — не в качестве железа, а в недопонимании техзадания. Ключевой фактор успеха — найти не просто фабрику, а поставщика с инженерной поддержкой. Когда с тобой обсуждают не цену, а нюансы монтажа и эксплуатации — это уже половина успеха. На сайте yuansheng.ru в описании компании акцент сделан именно на проектировании и исследованиях, а не только на производстве. Это верный признак.
Итоги: так что с инновациями и надёжностью?
Подведу черту. Сегодня китайский червячный редуктор — это не синоним ?кота в мешке?. Это часто оптимальное соотношение цены и реальных характеристик для широкого спектра задач — от логистики до химической промышленности. Инновации идут не в области фундаментальных открытий, а в сфере прикладного инжиниринга, контроля качества и адаптации под конкретного клиента.
Надёжность перестала быть лотереей. Она стала результатом конкуренции на глобальном рынке и работы компаний, которые, как ООО Машиностроительное производство Шаньдун Юаньшэн, инвестируют в точное оборудование и накопили десятилетия опыта. Их продукция, оцененная пользователями в разных отраслях и экспортируемая по миру, — тому доказательство.
Выбирать нужно не по стране происхождения, а по готовности поставщика вникать в детали, предоставлять документацию по контролю и иметь портфолио решений в вашей отрасли. Если эти пункты сходятся — можно смело рассматривать вариант. Проверено на собственном, иногда горьком, опыте. Сейчас доля китайских редукторов в наших проектах — около 40%, и процент растёт не из-за экономии, а потому что они действительно стали соответствовать заявленному. И это, пожалуй, самый объективный показатель.