





Китай: редуктор МТЗ — инновации и надёжность завода?
2026-03-09
- Откуда берутся ?типовые? проблемы и почему важен именно заводской контроль
- Что на самом деле стоит за словом ?инновации? в контексте МТЗ?
- Надёжность: миф о ресурсе и реальные условия эксплуатации
- Экспортный опыт: чем работа на рынок Восточной Европы отличается от Азии
- Взгляд вперёд: что будет определять конкурентоспособность?
Когда говорят про китайские редукторы для МТЗ, часто слышишь две крайности: либо ?дешёво и сердито, но долго не живут?, либо ?давно уже всё как у всех, никаких прорывов?. Оба мнения, по моему опыту, грешат поверхностностью. За последние лет семь-восемь картина сильно изменилась, и ключевое слово здесь — не просто ?производитель?, а именно завод, с определённым технологическим укладом. Вот, к примеру, наша компания — ООО Машиностроительное производство Шаньдун Юаньшэн. Мы не просто сборщики, у нас полный цикл от проектирования до финишной обработки. И когда мы говорим о поставках в Восточную Европу, включая комплектующие для линейки МТЗ, то речь идёт именно о таком подходе: не ?сделать похоже?, а обеспечить ресурс в конкретных условиях эксплуатации.
Откуда берутся ?типовые? проблемы и почему важен именно заводской контроль
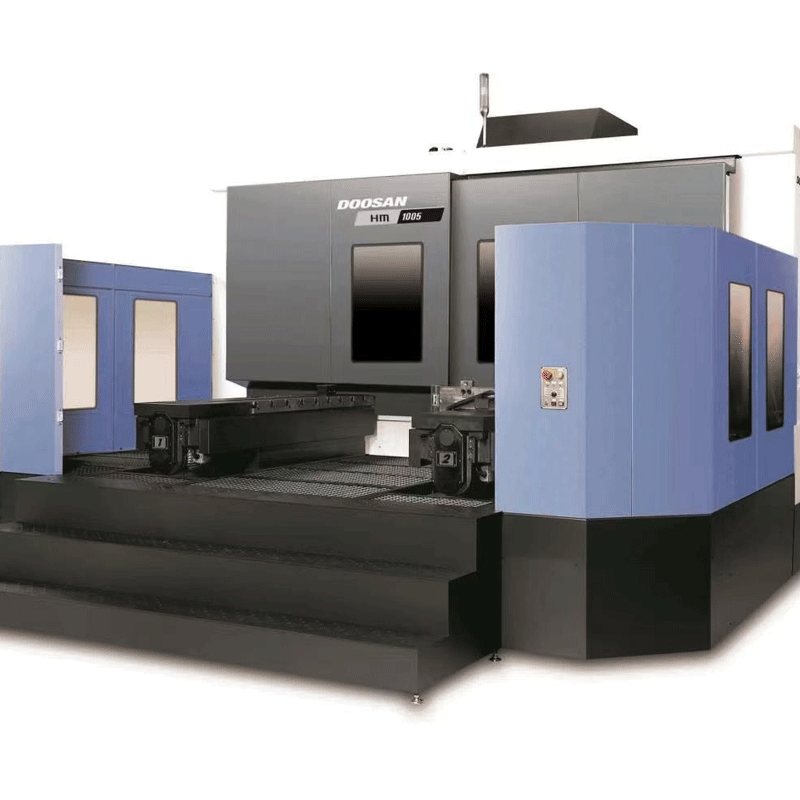
Много раз сталкивался с ситуацией, когда редуктор, заявленный как аналог штатного, выходил из строя не по причине плохой стали или зубьев, а из-за мелочей. Например, несоосность посадочных мест под подшипники в корпусе всего на пару-тройку соток миллиметра. В полевых условиях это давало перегрев, утечку масла и в итоге — заклинивание. Раньше многие производители экономили на чистовой обработке корпусов. У нас на заводе эту проблему решили установкой больших обрабатывающих центров, и вертикальных, и горизонтальных. Это не для галочки — точность корпуса это фундамент. Без него все инновации в зубчатых зацеплениях просто не работают.
И вот здесь кроется первый нюанс, который часто упускают при выборе. Надо смотреть не на готовый редуктор в сборе (его везде упакуют красиво), а на возможности именно механической обработки на производстве. Наш сайт, yuansheng.ru, мы не просто так выкладываем фото цехов с этим оборудованием — для специалиста это важный сигнал. Потому что если корпус точат на устаревшем или неточном станке, то даже идеальные шестерни, купленные у стороннего поставщика, быстро выйдут из строя.
Был у меня личный опыт, лет пять назад, с одной партией для клиента из Беларуси. Ставили редукторы на погрузчики. Жалобы пошли через полгода: шум, вибрация. Разобрали — подшипники разбиты. Причина — отклонение в расточке корпуса. Переделали всю партию за свой счёт, но это был болезненный, хотя и бесценный урок. Именно после этого и пошло углубление в контроль геометрии корпуса на каждом этапе. Теперь у нас это точка обязательной проверки перед сборкой.
Что на самом деле стоит за словом ?инновации? в контексте МТЗ?
Инновации — это модное слово. В нашем контексте, для редуктора МТЗ, это чаще не революция, а эволюция. Не изобретение нового типа передачи, а доработка существующей под современные нагрузки и материалы. Например, переход на более вязкие синтетические масла потребовал пересмотра конструкции сальников и систем отвода тепла. Или применение программного моделирования (CAE) для расчёта напряжений в рёбрах жёсткости корпуса при ударных нагрузках — это тоже инновация, хоть и невидимая глазу.
Многие ждут какого-то технологического чуда, а по факту главный прогресс — в повторяемости качества. Раньше могло быть так: из десяти редукторов восемь отличных, один — так себе, один — с браком. Сейчас задача завода — чтобы все десять были идентично хорошими. Это достигается цифровизацией процессов, но не на уровне красивых графиков в офисе, а на уровне датчиков на станках, которые в реальном времени следят за износом инструмента и корректируют режимы резания.
Конкретный пример: для моделей МТЗ с увеличенным крутящим моментом мы пересмотрели технологию цементации зубьев. Углубили слой, изменили график термообработки. Со стороны кажется — ну поджарили деталь подольше. А по факту — это месяцы испытаний на стенде, подбор режимов, чтобы не появились микротрещины. И это всё — внутренняя работа инженеров, которая в паспорте изделия одной строчкой описывается: ?зубья с упрочнённым поверхностным слоем?. Вот такая ?невидимая? инновация.
Надёжность: миф о ресурсе и реальные условия эксплуатации
Надёжность — это не абстрактный ?срок службы 10 000 часов?, написанный в каталоге. Это соответствие конкретным условиям. Техника МТЗ работает не в лаборатории. Пыль, грязь, перепады температур, нерегулярное обслуживание (что греха таить) — вот среда. Поэтому для нас, как для производителя, важно закладывать запас не только в расчётах прочности, но и в защите от внешних факторов.
Например, система вентиляции (сапун). Казалось бы, мелочь. Но если она не справляется с перепадом давления при остывании/нагреве, редуктор начинает ?дышать?, засасывая абразивную пыль вместе с воздухом. Масло превращается в пасту, которая убивает подшипники и зубья. Мы после нескольких нареканий от клиентов из горнодобывающего сектора (Африка) стали ставить сапуны с лабиринтными и фильтрующими элементами даже на стандартные модели для Восточной Европы. Это незначительно удорожает продукт, но снимает массу проблем в будущем.
Ещё один момент — унификация. Часто спрашивают: ?А ваш редуктор точно станет на место штатного??. Тут история двойственная. С одной стороны, мы строго соблюдаем посадочные и присоединительные размеры. С другой — иногда сознательно отходим от оригинала в материалах или конструкции подшипниковых узлов, если видим в этом слабое место оригинала. И здесь нужно честно и технически грамотно объяснять это клиенту. Не ?у нас лучше?, а ?мы усилили этот узел по такой-то причине, исходя из статистики отказов?. Это вызывает больше доверия, чем громкие заявления.
Экспортный опыт: чем работа на рынок Восточной Европы отличается от Азии
Поставки в Юго-Восточную Азию и, скажем, в Беларусь или Россию — это два разных подхода. В Азии часто важнее цена и срочность. В Восточной Европе, особенно где работают с МТЗ исторически, — предсказуемость ресурса и наличие полной технической поддержки, документации, вплоть до расчётных схем нагрузок. Здесь клиент более вдумчивый, часто присылает свои техзадания с особыми требованиями по пиковым нагрузкам.
Наш завод — ООО Машиностроительное производство Шаньдун Юаньшэн — благодаря такому опыту работы на разные рынки научился гибкости. Для восточноевропейского направления мы, например, всегда готовим расширенные отчёты по испытаниям на шум и вибрацию (по аналогии с их ГОСТами), хотя это и не всегда прописано в контракте. Это элемент доверия.
Был показательный случай: партнёры из Польши прислали запрос на редуктор для модернизации старого комбайна на базе МТЗ. Нужна была нестандартная кинематическая схема. Мы не стали просто продавать то, что есть в каталоге. Провели совместные консультации, наши инженеры сделали несколько эскизных проектов, просчитали варианты. В итоге собрали штучный образец, который после полутора лет работы ?в поле? стал основой для небольшой серии. Вот это и есть синергия между знанием завода-изготовителя и знанием эксплуатанта. Такое не купишь за деньги, это нарабатывается.
Взгляд вперёд: что будет определять конкурентоспособность?
Сейчас рынок насыщен. Конкурировать только ценой — путь в никуда, это поняли многие. Будущее, на мой взгляд, за теми, кто сможет предложить не просто узел, а сервисную концепцию. Редуктор — это расходный материал в долгосрочной перспективе. И клиенту важно иметь предсказуемость по его жизненному циклу.
Мы потихоньку движемся в сторону этого. Например, начали присваивать каждому серийному редуктору цифровой паспорт, где можно отследить, из какой именно партии стали шестерни, какие были параметры закалки, кто был сборщик. Если возникнет проблема — анализ будет быстрым и точным. Это не для галочки, а для нас самих, чтобы непрерывно улучшать процесс.
И второй момент — экология и энергоэффективность. Требования по шуму и КПД ужесточаются даже для сельхозтехники. Это значит, что нужно будет ещё больше внимания уделять чистоте обработки зубьев, подбору подшипников качения с низким моментом трения. И здесь опять преимущество у того завода, который контролирует весь процесс. Потому что высокий КПД — это результат слаженной работы точно сделанного корпуса, идеально сопряжённых шестерён и правильно подобранных комплектующих. Ни один этап нельзя упустить. Вот, собственно, и весь секрет так называемой ?надёжности?. Никакой магии, только железо, точные станки и голова на плечах.