





Китай: 6 заводов редукторов — технологии?
2026-01-26
Когда слышишь про ?6 заводов?, сразу думаешь о масштабе, о конвейере. Но в этом и главный подвох. Многие, особенно у нас, до сих пор считают, что китайский редуктор — это просто дешево и сердито, коробка с шестеренками. А технология — ну, какая там технология, купили старые японские или немецкие чертежи и штампуют. Я и сам лет десять назад так отчасти думал, пока не начал плотно работать с поставками для наших проектов в горно-обогатительном секторе. Оказалось, все не так однозначно. Да, есть масса мелких цехов, которые действительно собирают что попало. Но есть и те самые ?заводы?, где подход другой. И вопрос именно в технологиях, а не в количестве станков. Вот об этом и хочу порассуждать, исходя из того, с чем сталкивался.
Что скрывается за цифрой ?6?? Не количество, а специализация
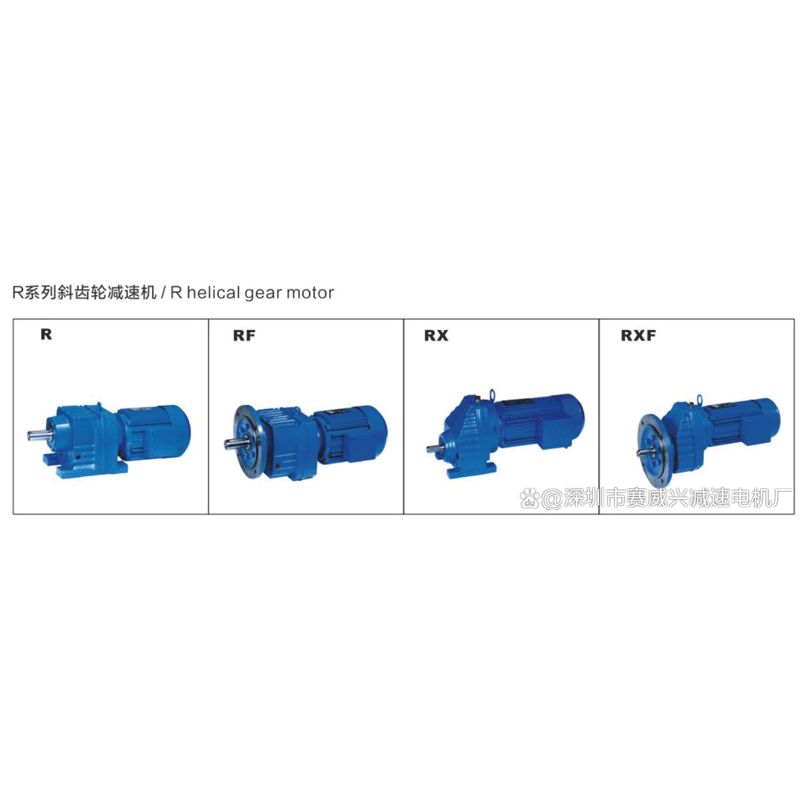
Цифра ?6?, конечно, условная. Но она хорошо отражает одну важную вещь: китайский рынок редукторов сегментирован. Это не один гигантский комбинат, который делает всё. Часто это несколько крупных производственных площадок, которые могут принадлежать одной холдинговой структуре или быть независимыми, но каждая заточена под свой тип продукции. Одна — под тяжелые редукторы для горнодобывающей техники и металлургии, с литыми корпусами под 1000 кВт. Другая — под компактные планетарные передачи для конвейеров и упаковочных линий. Третья — под червячные для пищевой и фармацевтики, где вопросы санитарного исполнения выходят на первый план.
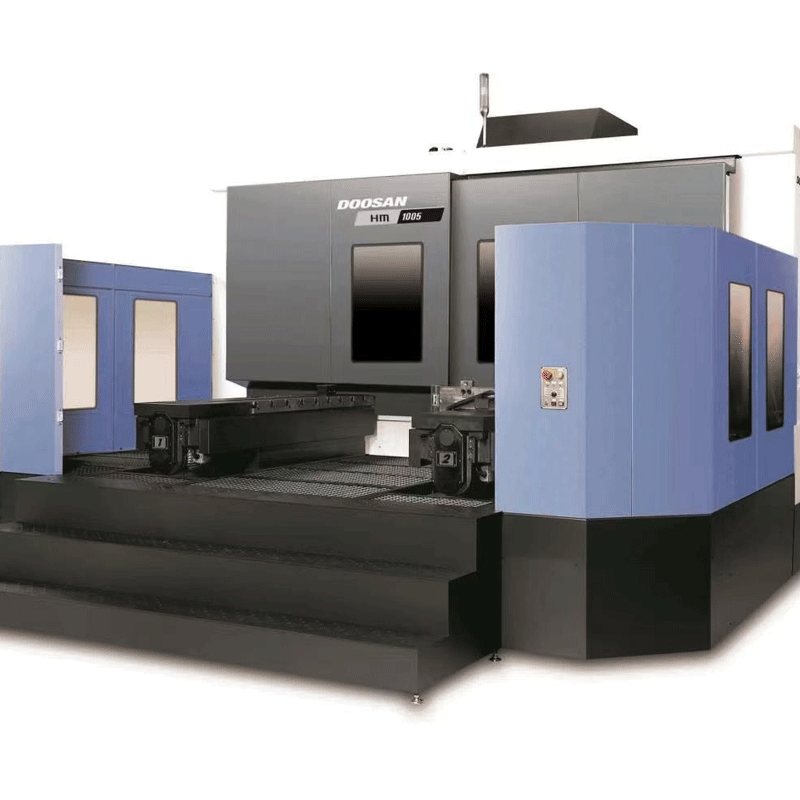
Почему это важно? Потому что технология начинается не на сборочном стенде, а в цехе литья и механообработки. На ?правильном? заводе под каждый тип корпуса — свои линии формовки и свои парки станков. Видел на одном из предприятий в Цзянсу, как для крупногабаритных корпусов цилиндрических редукторов используют не просто большие станки, а именно обрабатывающие центры с ЧПУ, где за одну установку обрабатывается несколько плоскостей и посадочных мест под подшипники. Это резко снижает ошибку сборки. Но такое оборудование окупается только при больших сериях или под конкретные, дорогие проекты. Отсюда и специализация.
И вот здесь часто возникает разрыв между ожиданием и реальностью. Привезут тебе каталог с красивыми 3D-моделями, а на деле оказывается, что конкретную модель из каталога они делают раз в квартал, и все технологические оснастки под нее давно разобраны. И начинается ?адаптация? — предлагают что-то похожее из текущего потока. Это не всегда плохо, иногда получается даже дешевле, но для ответственного узла такая импровизация — риск.
Технология или копирование? Сплав опыта
Много говорят о копировании. Да, оно было и есть. Но лет пять-семь назад я стал замечать сдвиг. Те же самые заводы, которые начинали с реверс-инжиниринга Flender или SEW, теперь имеют свои КБ, которые вносят изменения. Не глобальные, но важные. Например, изменение системы смазки в редукторе для ленточного конвейера, работающего в условиях Сибири. Стандартная европейская конструкция рассчитана на другой диапазон температур. Китайские инженеры, работая по нашим ТЗ, переделывали каналы, меняли тип сальников, предлагали вариант с подогревом масла. Это уже не слепое копирование, это адаптация технологии под реальные условия.
Ключевой момент — испытания. Самый слабый пункт у многих. Была история с поставкой редукторов для дробильного комплекса. Завод-изготовитель предоставил протоколы испытаний на шум и КПД. Все красиво. А на месте, после полугода работы, начался повышенный износ зубьев. Причина оказалась в том, что заводские испытания проводились на номинальной нагрузке, а в реальности были частые ударные нагрузки из-за попадания металлических предметов в дробилку. Технология производства зубчатой пары (закалка, шлифовка) не была рассчитана на такие условия. Пришлось совместно пересматривать материал и термообработку. После доработки проблему сняли. Это тот случай, когда технология производства есть, а технология применения — хромает.
Сейчас многие продвинутые производители это осознали. Например, ООО Машиностроительное производство Шаньдун Юаньшэн (их сайт — yuansheng.ru) в своей презентации прямо указывает на применение больших вертикальных и горизонтальных обрабатывающих центров для точной обработки корпусов и деталей. Это не просто слова для каталога. Когда мы запрашивали изготовление крупного редуктора для мельницы, они предоставили фотоотчет именно по механической обработке посадочных мест под подшипники на таком центре. Видно было, что работают с серьезным допуском. Их профиль — проектирование и производство редукторов и передаточного оборудования, и они явно делают ставку на точность как на свою базовую технологию.
Материалы и ?невидимые? компоненты
Самая большая лотерея — это качество стали и литья. Можно иметь идеальный станок с ЧПУ, но если заготовка корпуса имеет внутренние раковины или напряжения, а зубчатое колесо сделано из стали с нестабильным химическим составом, то все усилия насмарку. У технологичных заводов есть долгосрочные контракты с металлургическими комбинатами и свои лаборатории для входящего контроля. Это дорого, поэтому такая практика — тоже признак серьезного игрока.
Вторичный, но критичный момент — стандартные компоненты. Подшипники, сальники, уплотнительные кольца. На дешевых редукторах ставят что придется, часто местного производства сомнительного качества. На заводах, которые работают на экспорт, особенно в Европу или для совместных предприятий, уже давно ставят SKF, NSK, FAG или их китайские licensed-аналоги достойного уровня, например, C&U. Разница в цене на редуктор из-за этого может быть 15-20%, но разница в ресурсе — в разы.
Здесь опять же можно привести в пример Шаньдун Юаньшэн. В описании их продукции указан широкий спектр отраслей: от электроники и логистики до горнодобычи и химии. Для химической промышленности, например, критичны материалы корпуса и вала (стойкость к агрессивным средам), а для горнодобычи — ударная вязкость и защита от абразивного износа. То, что они заявляют работу в таких разных секторах, косвенно говорит о том, что они вынуждены гибко подходить к выбору материалов и комплектующих, а не использовать одну универсальную, но неэффективную технологию для всех.
Сборка и контроль: где теряется качество
Даже с идеальными деталями можно собрать плохой редуктор. Технология сборки — это отдельная культура. На современных заводах это не просто цех с гаечными ключами. Это конвейерные линии с динамометрическим инструментом, станции для нанесения фиксаторов резьбы, печи для нагрева подшипников перед посадкой (чтобы не бить молотком), строго контролируемые чистые зоны для финальной сборки.
Но главное — это система контроля. 100% проверка на шум и вибрацию на холостом ходу и под нагрузкой — это уже почти стандарт для хорошего завода. Но какую нагрузку дают? Опять же, видел разные подходы. Где-то гонят на 20-30% от номинала, формально для ?обкатки?. Где-то есть стенды, позволяющие дать кратковременную 150% нагрузку. Второе, конечно, надежнее. Это вопрос инвестиций в оборудование и, опять же, специализации. Завод, делающий редукторы для подъемных кранов, просто обязан иметь мощные испытательные стенды.
Ошибки на этапе сборки чаще всего всплывают в первые месяцы работы. Самый частый косяк — неправильное количество или не тот тип смазки. Казалось бы, мелочь. Но из-за этого у нас на одном из объектов вышел из строя дорогой червячный редуктор в системе задвижки через три месяца. Вскрыли — задиры по всему червяку. Оказалось, вместо синтетической смазки с широким температурным диапазоном залили обычный Lithol. Завод, конечно, признал ошибку и заменил агрегат, но простой оборудования стоил дороже.
Экспорт как индикатор: Юго-Восточная Азия, Африка, Восточная Европа
География экспорта многое говорит о продукте. Если завод поставляет только в одну страну с низкими требованиями, это один разговор. Если же его продукция идет в Юго-Восточную Азию (жаркий влажный климат, высокая интенсивность использования), в Африку (проблемы с пылью, перепады температур, часто отсутствие квалифицированного обслуживания) и в Восточную Европу, где покупатели привыкли к европейскому качеству и при этом считают каждый рубль, — это уже серьезная заявка.
Работа на такие разные рынки заставляет производителя думать не только о цене, но и о адаптивности конструкции, о качестве защитных покрытий (например, для морского климата), о доступности сервиса и запасных частей. ООО Машиностроительное производство Шаньдун Юаньшэн в своей информации отмечает, что завоевало хорошую международную репутацию именно на этих рынках. Это косвенно подтверждает, что их технологический процесс и контроль качества позволяют производить продукцию, способную конкурировать не только ценой, но и надежностью в сложных условиях.
Для нас, в Восточной Европе, китайский редуктор с технологией — это часто оптимальный баланс между стоимостью брендового европейского агрегата и сомнительным качеством no-name продукции. Но выбор нужно делать не по каталогу, а по факту. Запросить фото и видео производства, конкретные протоколы испытаний для аналогичных проектов, список используемых основных комплектующих. И, по возможности, лично посетить завод. Только тогда можно понять, стоит ли за громким словом ?технология? реальный процесс или просто красивая упаковка.
В итоге, ?6 заводов? — это скорее про разнообразие технологических возможностей Китая в этой области. От кустарной сборки до полноценных производственных комплексов, способных закрывать сложные технические задачи. И вопрос всегда в том, какому из этих ?заводов? и какой из его технологий ты доверишь свой проект. Ответ лежит не в общих словах, а в деталях производства, которые нужно уметь разглядеть.