





Китайский редуктор 40: инновации в производстве?
2026-01-12
Когда слышишь ?китайский редуктор 40?, первое, что приходит в голову — это, наверное, стандартный цилиндрический редуктор с передаточным числом около 40. И сразу же встает вопрос: что тут может быть инновационного? Обычная, казалось бы, ?рабочая лошадка? приводной техники. Многие, особенно те, кто работал с европейскими брендами десятилетие назад, до сих пор скептически относятся к возможностям китайских производителей в плане реальных новшеств, а не просто копирования. Я и сам долгое время так думал. Но практика последних лет, особенно опыт работы с такими поставщиками, как ООО Машиностроительное производство Шаньдун Юаньшэн, заставляет пересмотреть этот взгляд. Инновации здесь часто не в создании чего-то принципиально нового с нуля, а в глубокой оптимизации всего производственного цикла, материалов и контроля качества, что в итоге радикально меняет продукт. Это не громкие заявления, а конкретные детали, с которыми сталкиваешься при заказе, приемке и эксплуатации.
Разбор стереотипа: ?железо как железо?
Самый распространенный миф — что все такие редукторы делаются из одного и того же чугуна и стали, по одним чертежам. На деле, ключевое отличие начинается с подхода к материалу. Да, марка чугуна для корпуса может быть схожей, но вот технология его модификации и литья — уже нет. У Шаньдун Юаньшэн, к примеру, я лично видел, как они ушли от простого серого чугуна к высокопрочному чугуну с шаровидным графитом для корпусов редукторов, работающих в условиях ударных нагрузок. Это не указано в каждой брошюре, но когда запрашиваешь техдокументацию на конкретную серию, эти нюансы всплывают.
А вот с закалкой зубьев шестерен — здесь вообще отдельная история. Многие локальные производители экономят на термообработке, делая ее поверхностной или неоднородной. Результат — питтинг и выкрашивание через 10-15 тысяч часов. В современных китайских линиях, которые они сейчас активно внедряют, используется сквозная закалка TAF или цементация с ЧПУ-контролем глубины слоя. Это не инновация в мировом масштабе, но для массового сегмента редукторов с передаточным числом около 40 — серьезный шаг вперед по надежности. Помню, как мы сравнивали микроструктуру зуба от обычного поставщика и от Юаньшэн под микроскопом — разница была очевидна даже не металловеду.
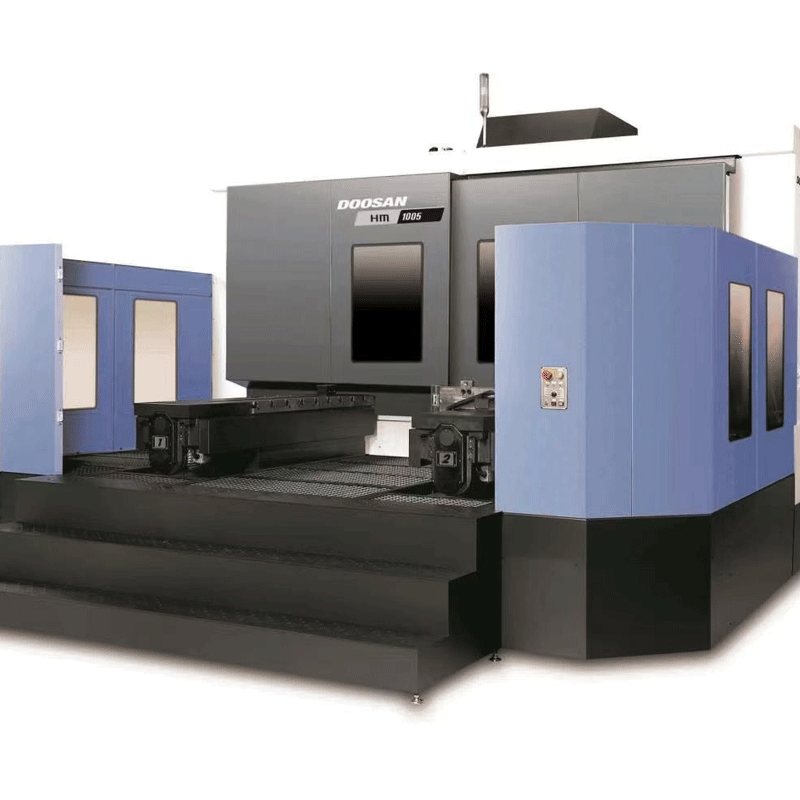
И еще момент по сборке. Старое представление, что сборка — это просто ?собрать детали?. Сейчас на передовых производствах это ключевой этап контроля. Использование больших обрабатывающих центров, о которых они пишут на своем сайте yuansheng.ru, — это не для галочки. Прецизионная обработка посадочных мест под подшипники и соосность валов на таком оборудовании дает тот самый запас по точности, который потом съедается при монтаже у клиента, но не приводит к отказу. Раньше люфт в соосности часто был проблемой номер один.
Где прячется ?инновация?? Процесс, а не продукт
Если искать революцию в конструкции самого редуктора 40, можно разочароваться. Базовая схема проверена временем. Но если посмотреть на то, как его теперь проектируют и проверяют, картина меняется. Раньше расчеты делались по стандартным формулам с большим запасом. Сейчас используются CAE-системы (компьютерный инженерный анализ) для моделирования нагрузок, тепловых потоков и даже шума.
Приведу пример из практики. Мы как-то заказали партию редукторов для конвейерной линии в логистическом центре — именно та сфера, которую они указывают. Было требование по низкому уровню шума. Вместо того чтобы просто предложить стандартную модель, их инженеры запросили точный график нагрузки, циклограмму работы. В итоге, они скорректировали профиль зуба (сделали небольшую модификацию) и подобрали специфическую смазку. Результат по шуму был на 5-7 дБ лучше, чем у аналогов. Это и есть инновация на уровне применения и адаптации, которая рождается из диалога с клиентом, а не из лаборатории.
Еще один момент — контроль качества на линии. Внедрение систем машинного зрения для проверки состояния зубьев после шлифовки или для маркировки. Это снижает человеческий фактор. Раньше брак по царапинам или недопроточенным шпоночным пазам встречался периодически. Сейчас такие дефекты отсекаются на этапе производства. Для нас, как для покупателей, это значит меньше проблем с возвратами и простоем оборудования.
Кейс из реальности: когда ?инновации? спотыкаются о реальность
Не все, конечно, проходит гладко. Был у нас опыт, который можно считать неудачной попыткой внедрить что-то слишком ?передовое?. Речь шла об использовании композитного материала для крышки люка редуктора — для облегчения веса. Идея в теории звучала хорошо. Поставщик (не Юаньшэн, другой) был уверен в успехе.
Но на практике выяснилось, что композитная крышка, хотя и была легче, имела другой коэффициент теплового расширения по сравнению с чугунным корпусом. После нескольких циклов нагрева от работы и остывания в неотапливаемом цехе появилась микротрещина, через которую начала подсасываться пыль и нарушилась герметичность. Смазка загрязнилась, редуктор вышел из строя раньше срока. Пришлось срочно менять всю партию на классические чугунные крышки. Этот случай — хорошая иллюстрация того, что инновации должны быть взвешенными и проверенными в реальных условиях эксплуатации, а не ради галочки.
Именно поэтому сейчас я смотрю на любые нововведения с осторожностью. Лучше, когда производитель, как ООО Машиностроительное производство Шаньдун Юаньшэн, сначала апробирует такие решения на тестовых образцах или предлагает их как опцию, а не как стандарт. Их подход, судя по всему, эволюционный: постепенное улучшение проверенной конструкции, а не прыжок в неизвестность.
Экспортный контроль и ?международная репутация? — не просто слова
Упоминание на их сайте об экспорте в Восточную Европу, Африку, ЮВА — это важный маркер. Чтобы поставлять в эти регионы, продукция должна соответствовать не только китайским стандартам, но и проходить приемку зарубежных инженеров. Это дисциплинирует.
Например, требования по покраске. Для внутреннего рынка часто красят чем попало. Для экспорта, особенно в страны с влажным климатом или большими перепадами температур, уже используется многослойное покрытие с фосфатированием и эпоксидным грунтом. Это мелочь? Нет. Потому что коррозия корпуса — это не только эстетика, это потенциальная точка попадания влаги внутрь. Видел, как их редукторы, простоявшие два года на открытой площадке в порту, сохраняли внешний вид, в то время как другие покрывались ?рыжиками?.
Еще один аспект — комплектация. Раньше часто приходило ?голое? изделие, без каких-либо средств для первого пуска (та же смазка). Сейчас в комплекте для экспортных поставок часто идет стартовая смазка, ключи, иногда даже датчик температуры в базовой комплектации. Это говорит о том, что производитель думает не только до момента отгрузки со своего склада, но и о том, как клиент будет монтировать и запускать оборудование. Это и есть зрелость производства.
Итог: так что же с инновациями?
Возвращаясь к заглавному вопросу. Да, инновации в производстве китайского редуктора 40 есть, но их нужно правильно понимать. Это не всегда прорывные технологии, а чаще — глубокая доработка и оптимизация существующих процессов: материаловедение, прецизионная обработка, внедрение цифровых инструментов проектирования и контроля, адаптация под конкретные задачи клиента.
Производители вроде Шаньдун Юаньшэн прошли путь от копирования до осмысленного развития. Их сила сейчас — в ability предложить надежный, качественно сделанный продукт с хорошим соотношением цены и характеристик, а в некоторых аспектах (как та же обработка корпуса на больших центрах) — и с заметным преимуществом. Инновация стала рутинной частью их производственной культуры, направленной на повышение надежности и удовлетворение более сложных требований рынка, в том числе международного.
Поэтому, когда сейчас кто-то говорит ?китайский редуктор?, это уже не приговор, а скорее повод изучить конкретного производителя, его оборудование и подход. Потому что разница между кустарным цехом и современным предприятием, ориентированным на экспорт, как между небом и землей. И в этом, пожалуй, и заключается главная инновация последнего десятилетия — в появлении целого слоя таких профессиональных, технологичных компаний, которые меняют представление об отрасли.